டை காஸ்டிங்
டை காஸ்டிங் செயல்முறையானது, கதவு வன்பொருள் பாகங்களின் பல்வேறு சிக்கலான வடிவங்களை உருவாக்க, உயர் அழுத்தத்தின் கீழ் உருகிய உலோகத்தை ஒரு அச்சுக்குள் அழுத்துவதாகும். உலோகம் குளிர்ச்சியடைவதையும் திடப்படுத்துவதையும் தடுக்க இந்த செயல்முறை மிகக் குறுகிய காலத்தில் முடிக்கப்பட வேண்டும். திரவ உலோகம் அச்சுக்குள் செலுத்தப்பட்ட பிறகு, அது குளிர்ந்து திடப்படுத்தப்பட வேண்டும். குளிரூட்டும் செயல்முறை பொதுவாக சில நொடிகள் முதல் சில நிமிடங்களுக்குள் முடிக்கப்படும், இது பகுதியின் அளவு மற்றும் வடிவத்தைப் பொறுத்து. குளிர்ந்த பிறகு, பகுதி அச்சிலிருந்து அகற்றப்பட்டு பின்னர் செயலாக்கப்படும்.

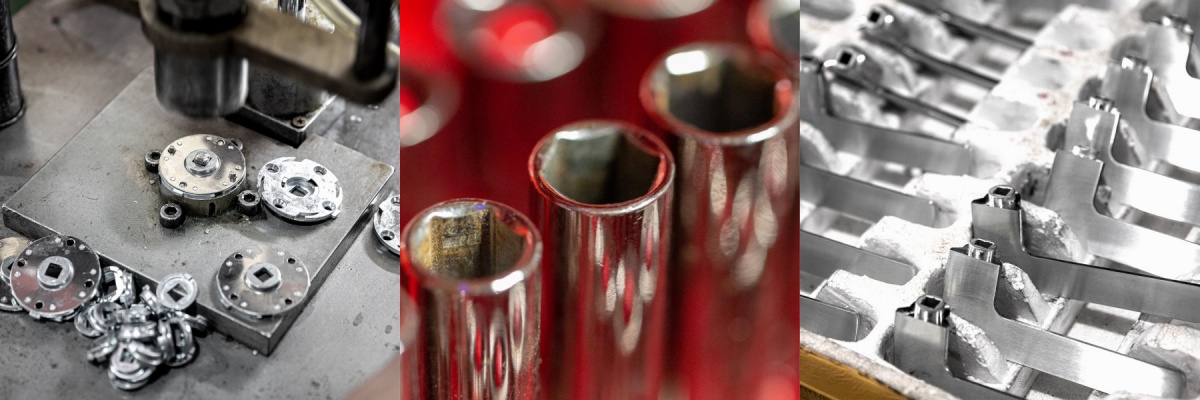
எந்திரம்
அகற்றப்பட்ட வெற்றிடங்கள் மற்றும் இறக்கும் வார்ப்புகளுக்கு வழக்கமாக சில பிந்தைய செயலாக்க நடைமுறைகள் தேவைப்படுகின்றன, அதாவது டிபரரிங், மேற்பரப்பு சிகிச்சை, எந்திரம் (துளையிடுதல், தட்டுதல்) போன்றவை. இந்த நடைமுறைகள் வடிவமைப்பு தேவைகளைப் பூர்த்தி செய்ய பகுதிகளின் மேற்பரப்பு தரம் மற்றும் பரிமாண துல்லியத்தை மேம்படுத்தலாம்.
CNC (கணினி எண் கட்டுப்பாடு)
CNC செயல்முறையானது இயந்திரக் கருவிகளின் இயக்கம் மற்றும் செயல்பாட்டைக் கட்டுப்படுத்த கணினி நிரல்களைப் பயன்படுத்துகிறது, மேலும் கதவு வன்பொருள் பாகங்களுக்கான பல்வேறு வெட்டுதல், அரைத்தல், திருப்புதல், துளையிடுதல் மற்றும் பிற செயலாக்க பணிகளை திறமையாகவும் துல்லியமாகவும் முடிக்க முடியும்.
CNC இயந்திர கருவிகள் மனித தலையீடு இல்லாமல் தொடர்ந்து இயங்கும், உற்பத்தி திறனை பெரிதும் மேம்படுத்துகிறது. சிக்கலான பகுதிகளின் செயலாக்க நேரம் கணிசமாகக் குறைக்கப்படுகிறது, மேலும் உற்பத்தி சுழற்சி கணிசமாகக் குறைக்கப்படுகிறது.
நிரல்கள் மற்றும் கருவிகளை மாற்றுவதன் மூலம், CNC இயந்திர கருவிகள் வெவ்வேறு பகுதிகளின் செயலாக்கத் தேவைகளுக்கு விரைவாக மாற்றியமைக்க முடியும். இந்த நெகிழ்வுத்தன்மை CNC செயல்முறையை சிறிய தொகுதி, வாடிக்கையாளர் தனிப்பயனாக்கப்பட்ட உற்பத்தி மாதிரிகளுக்கு ஏற்றதாக ஆக்குகிறது.

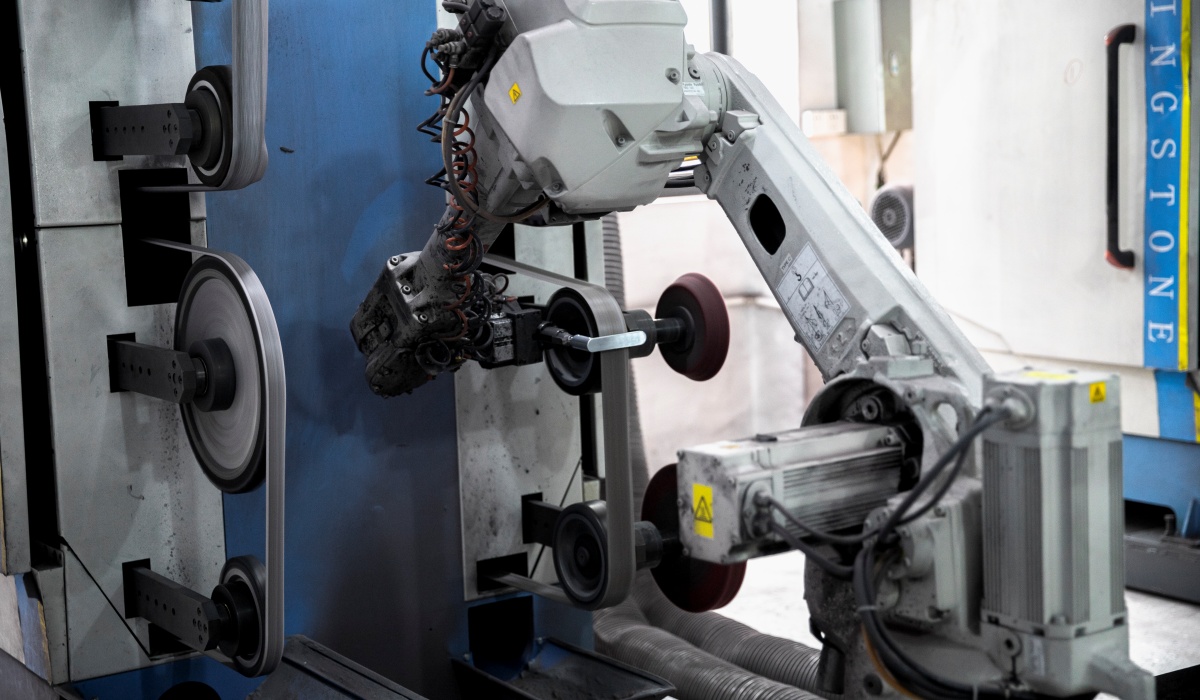
மெருகூட்டல்
மெருகூட்டல் எப்போதும் முக்கியமானது. சுமார் 15 அனுபவம் வாய்ந்த தொழிலாளர்களைக் கொண்ட எங்கள் சொந்த பாலிஷ் ஆலை உள்ளது. முதலாவதாக, "ஃப்ளாஷ்கள்" மற்றும் "கேட் மார்க்ஸ்" ஆகியவற்றை மெருகூட்ட, கரடுமுரடான (பெரிய சிராய்ப்பு தானிய) சிராய்ப்பு பெல்ட்களைப் பயன்படுத்துகிறோம். இரண்டாவதாக, வடிவங்களை மெருகூட்ட, சிறந்த (சிறிய சிராய்ப்பு தானியங்கள்) சிராய்ப்பு பெல்ட்களைப் பயன்படுத்துகிறோம். இறுதியாக பளபளப்பான மேற்பரப்பை மெருகூட்ட பருத்தி சக்கரத்தைப் பயன்படுத்துகிறோம். இந்த வழியில், மின்முலாம் காற்று குமிழ்கள் மற்றும் அலைகள் இல்லை.

மேற்பரப்பு சிகிச்சை செயல்முறை: எலக்ட்ரோபிளேட்டிங்/ஸ்ப்ரே பெயிண்ட்/அனோடைசேஷன்
வன்பொருள் தயாரிப்பின் மேற்பரப்பில் உள்ள அசுத்தங்கள் சிகிச்சையளிக்கப்பட்ட பிறகு, வண்ணத்தைச் சேர்க்க வேண்டிய நேரம் இது. இந்த செயல்முறை "மின்முலாம்" என்று அழைக்கப்படுகிறது, மேலும் இந்த செயல்முறைக்கு உட்பட்ட தயாரிப்பு எலக்ட்ரோபிளேட்டட் பாகங்கள் என்று அழைக்கப்படுகிறது.
சட்டசபை
கைப்பிடி மற்றும் அடித்தளத்தின் சேர்க்கை: கைப்பிடி பகுதி மற்றும் அடித்தளத்தை திருகுகள் அல்லது கொக்கிகளுடன் இணைத்து, ஒவ்வொரு பகுதிக்கும் இடையே உள்ள இணைப்பு உறுதியாகவும் தளர்வாகவும் இல்லை என்பதை உறுதிப்படுத்தவும்.
செயல்பாட்டுச் சோதனை: அசெம்பிளிக்குப் பிறகு, சுழற்சி, சுவிட்ச் மற்றும் பிற செயல்பாடுகள் சீராக இருப்பதையும், நெரிசல் இல்லை என்பதையும் உறுதிப்படுத்த, கதவு கைப்பிடியில் செயல்பாட்டுச் சோதனையைச் செய்யவும்.
